Application
Industrial valves are the most crucial components in many industries, such as oil and gas, chemical, power, and pharmaceuticals. While most valves are created with general specifications, there are valve manufacturers like Xintai that strive for quality and development at the same time. Founded in 1998, Xintai is a reliable and fast-moving valve manufacturer in China that annually produces an average of 270,000+ industrial valve units. The company’s team of experts and quality control specialists also contribute to the excellent quality of valve products that both global and international businesses trust.
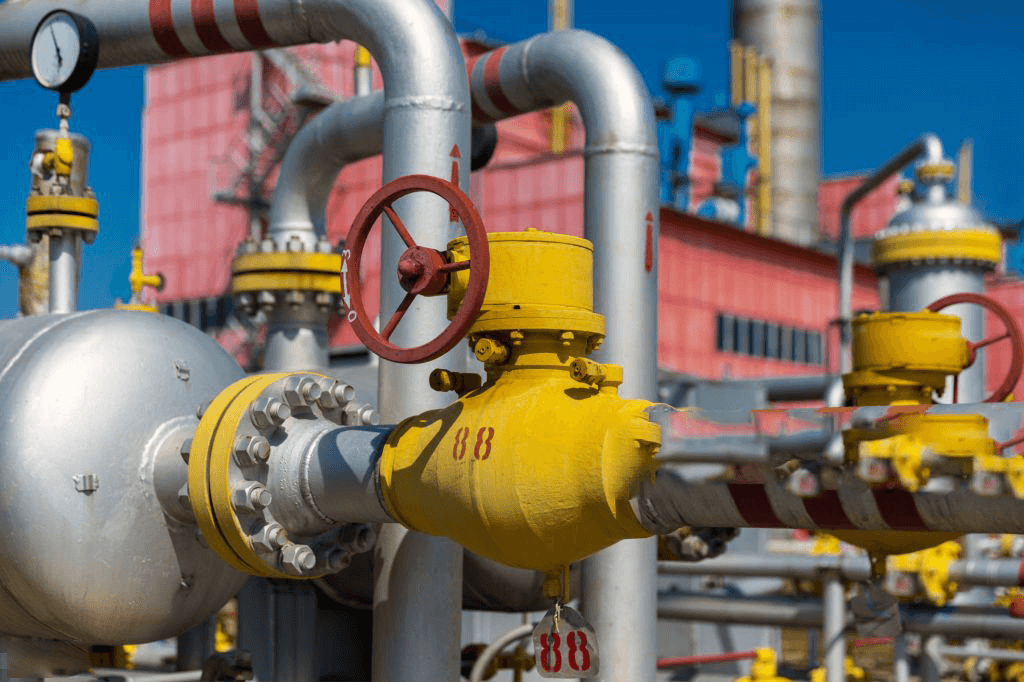
Oil&Gas Supply
Industrial valves for oil and gas need to be conducive to extreme temperature and pressure. And most importantly, valves must have the best safety features. With that in mind, Xintai takes advantage of advanced technology in producing industrial valves that are suitable for high-temperature and pressure conditions of up to the CL2500 pressure class. Plus, the company boasts a great line of products with carbon steel, stainless steel, and bronze material that is known to be strong and rust-resistant.

Chemical Industry
Industrial valves are not only used in major plumbing industries but also for chemical processing applications. Some of the most in-demand valves for chemical industries include the following: ●Ball valves ●Check valves ●Butterfly valves Xintai uses carbon steel, stainless steel, and bronze materials, known to be strong and rust-resistant, that can withstand highly corrosive chemicals and pressure of up to CL2500. Xintai also offers product customization so businesses can explore opportunities to make chemical distribution and flow management as efficient as possible.
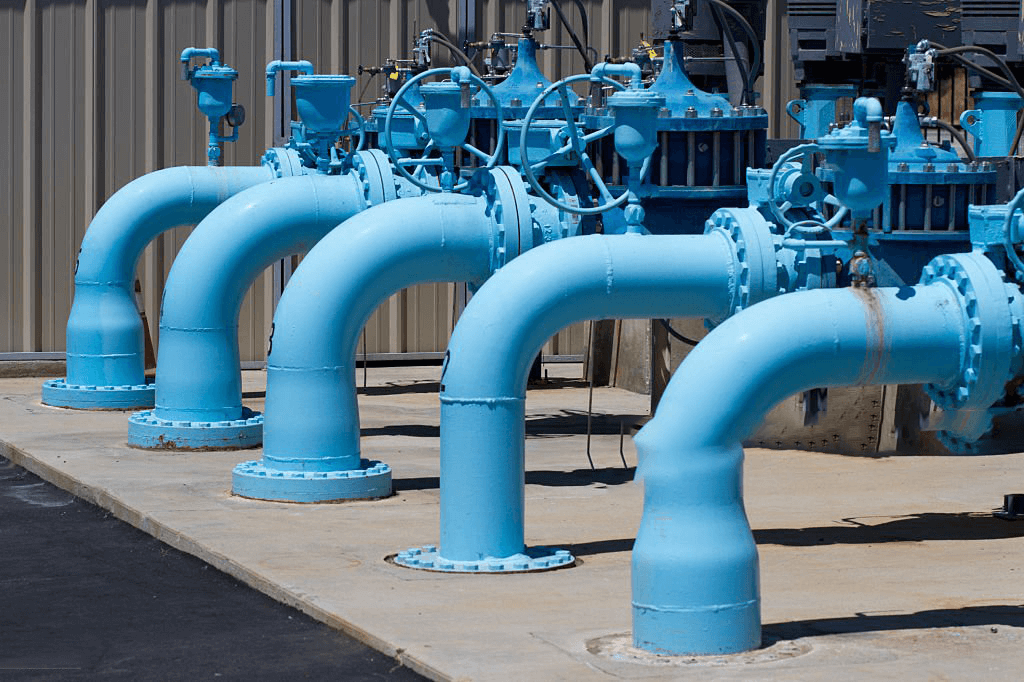
Water Distribution Facilities
The signature Xintai standard makes sure that our industrial valves provide flow control solutions by offering valve units that best suit your needs. Specifically for water supply management, Xintai’s check valves are the best models that help prevent water hammering, pipe damage, and leakage. These valves undergo extensive testing procedures that include opening and closing valves 100 times to ensure tight sealing.
We design, engineer and produce your tailor-made valves.

Pharmaceuticals
Big pharmaceutical industries rely on manpower and efficient flow control equipment to meet supply and demand for pharmaceutical products. With this in mind, the following valves are best for pharmaceutical businesses: ●Ball valves ●Gate valves ●Globe valves ●Butterfly valves .Thanks to our advanced vacuum technology, Xintai’s line of industrial industrial valves is also guaranteed to be 100% impurity-free, hygienic, rust-resistant, and long-lasting.




